

【原报告在线阅读和下载】:20260506【MKList.com】冷锻工艺:精度C3+高效低成本,人形机器人丝杠的理想工艺 | 四海读报
【迅雷批量下载】:链接:https://pan.xunlei.com/s/VOXJ23RJHhoECPL5FRrVathfA1 提取码:umqb
【夸克批量下载】:链接:https://pan.quark.cn/s/fe42cc605010 提取码:j4Vv
一、一段话总结
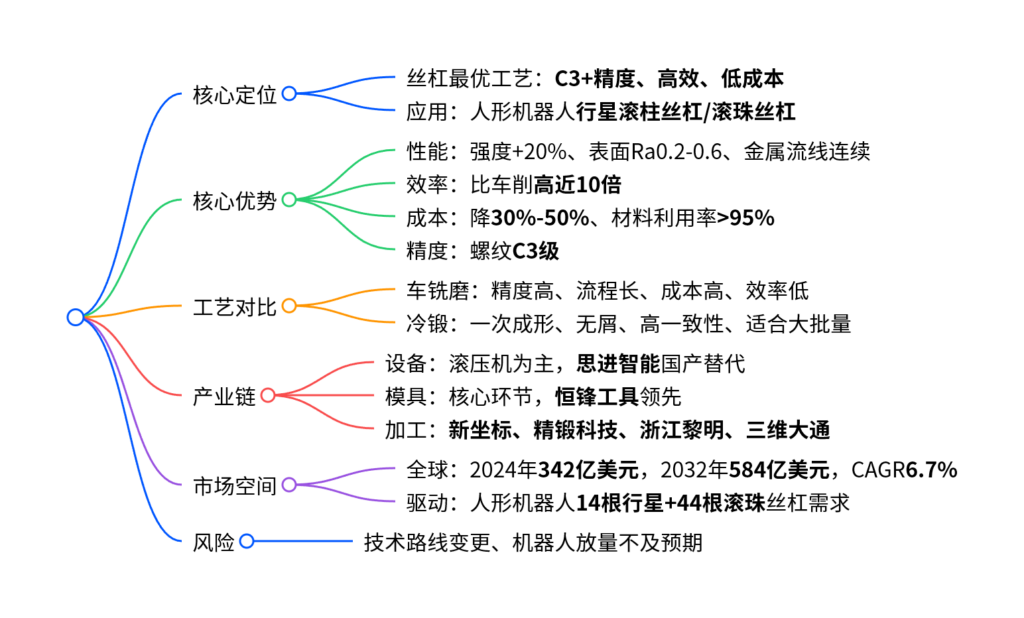
冷锻工艺是室温下金属高压塑性成形技术,精度可达C3级、效率提升数倍至十倍、成本降低30%-50%、材料利用率超95%,完美适配人形机器人行星滚柱丝杠、滚珠丝杠的大批量精密制造,全面优于传统车铣磨工艺;全球冷锻市场2024年规模342亿美元、2032年达584亿美元(CAGR 6.7%),国内已形成设备-模具-加工完整产业链,思进智能、新坐标、恒锋工具、精锻科技等企业领跑,伴随机器人放量将迎来爆发机遇。
二、思维导图
三、详细总结
1. 冷锻工艺核心定义与优势
冷锻是室温下对金属坯料施加高压使其塑性流动成形的无屑加工技术,核心用于螺纹、齿轮、丝杠等精密件。
| 对比维度 | 冷锻工艺 | 传统车铣磨工艺 |
|---|---|---|
| 精度 | C3级,形位误差小 | C5-C7,需多次精加工 |
| 生产效率 | 为车削近10倍,一次成形 | 工序多、周期长、效率低 |
| 材料利用率 | 95%以上,无废料 | 50%-70%,切屑损耗大 |
| 单件成本 | 降低30%-50% | 高,依赖人工与设备 |
| 力学性能 | 流线连续,强度+20%,硬度+40% | 金属流线切断,性能较弱 |
| 表面粗糙度 | Ra0.2~0.6 | Ra0.8~1.6 |
2. 工艺路线与应用场景
- 螺纹滚压(冷锻核心):分为搓丝、径向滚丝、切向滚丝、滚丝头滚丝,适配丝杠批量生产。
- 人形机器人丝杠配置:14根行星滚柱丝杠(大臂/小臂/大腿/小腿)+44根滚珠丝杠(灵巧手),冷锻是最佳量产方案。
- 核心价值:解决行星滚柱丝杠加工难、成本高、无法量产的痛点。
3. 全球与国内市场规模
- 全球市场:2024年342亿美元,2032年584亿美元,CAGR 6.7%。
- 区域格局:欧美技术领先,亚太增速最快,中国为核心增长引擎。
4. 产业链三大环节与龙头企业
(1)设备端:滚压机为核心,进口替代进行中
- 高端滚压机依赖:德国宝飞螺、美国肯尼福、瑞士伊瓦格。
- 国产代表:思进智能(A股首家冷成形装备公司,SJBSF系列精密丝杆冷成形机突破)。
(2)模具端:冷锻最核心技术
- 一次成型螺纹+齿轮,效率大幅提升。
- 代表:恒锋工具(滚轧轮、旋锻芯棒国内第一,精度国标5级)。
(3)加工端:国产龙头集聚
| 公司 | 核心布局 | 核心优势 |
|---|---|---|
| 新坐标 | 全产业链冷锻+滚珠丝杠专利 | 材料-模具-设备-产品全覆盖 |
| 精锻科技 | 行星滚柱丝杠样品开发 | 合资布局机器人关节 |
| 浙江黎明 | 精密冷锻零件 | 高强度复杂件一次成形 |
| 三维大通 | 电机轴/阀体冷锻 | 材料利用率90%+ |
5. 风险提示
- 丝杠加工技术路线不确定,存在车铣磨路线替代可能。
- 人形机器人量产进度不及预期,需求释放放缓。
四、关键问题与答案
问题1:冷锻工艺相比车铣磨,为何是人形机器人丝杠的“理想工艺”?
答案:核心在于精度、效率、成本、强度四维领先:
- 精度达标:螺纹精度可达C3级,满足机器人高精密传动要求;
- 效率革命:加工效率为传统车削近10倍,适配百万台级量产;
- 成本断崖下降:单件成本降低30%-50%,材料利用率超95%;
- 强度更强:金属流线连续,抗拉强度提升20%,耐冲击、寿命更长。
问题2:冷锻产业链中,设备、模具、加工三个环节的壁垒与格局分别是什么?
答案:
- 设备端:壁垒最高,高端滚压机依赖进口,国内仅思进智能实现突破;
- 模具端:技术核心,决定精度与效率,恒锋工具国内垄断,可替代进口;
- 加工端:格局分散,新坐标全产业链领先,精锻科技绑定机器人客户。
问题3:人形机器人放量将如何拉动冷锻市场?核心受益标的有哪些?
答案:
-
需求拉动:单台机器人需14根行星滚柱丝杠+44根滚珠丝杠,全部依赖冷锻量产,行业迎来刚性爆发;
-
核心受益:
- 设备:思进智能(滚压机国产替代);
- 模具:恒锋工具(滚轧轮/旋锻芯棒);
- 加工:新坐标(丝杠专利+全产业链)、精锻科技(行星滚柱丝杠样品)。
© 版权声明
免费分享是一种美德,知识的价值在于传播;
本站发布的图文只为交流分享,源自网络的图片与文字内容,其版权归原作者及网站所有。
THE END









暂无评论内容